Energy Metering
Increase operational reliability and monitor efficiency – automatically!
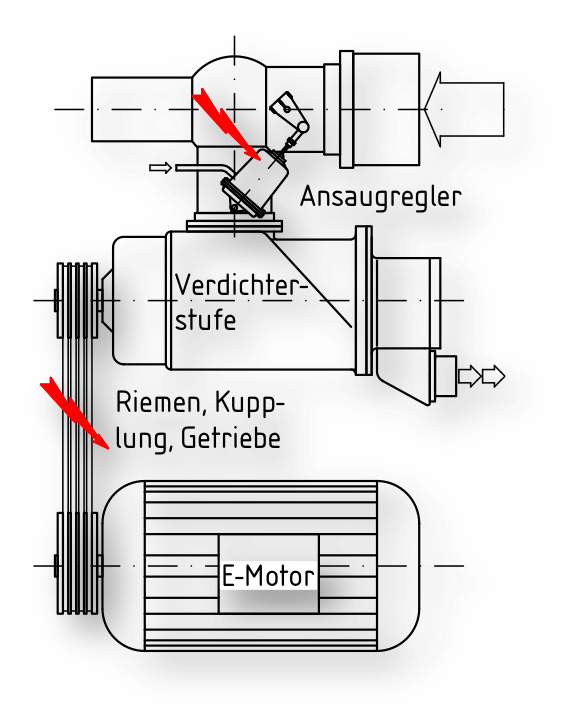
The airleader suction valve and drive defect monitoring:
A defect in the suction valv can have many causes: a broken return spring, a stiff actuating cylinder, a defective relief valve, a clogged relief throttle, a kinked pneumatic line and much more.
The result is an intake flap that is not open or only partially open under load. With a degree of delivery of e. q. 40%, the compressor draws 85% power!
This is pure energy dissipation
Such a defect is usually difficult to detect, as the compressor actually behaves normally. Hardly (or not at all) visible from the outside, such a compressor may work unnoticed for months with a low delivery quantity but high power consumption. Since another compressor runs more for this, you may only be surprised at the supposedly increased air consumption in the factory.
A drive breakdown is not quite as insidious:
Externally, the compressor behaves normally, the engine is running and the load hour meter is counting. But the airend does not produce air because it is not driven. Sometimes a changed noise level can be noticed.
In both cases, a remedy is provided by a 1-phase ampere or 3-phase kW measurement, which is permanently monitored via the web visualization. The airleader connection module for the compressors has an input for this as standard (AE1)
Operating status monitoring
Especially with older compressors, which are controlled by pressure switches without electronic control, it often happens that they develop a life of their own ("ghost compressors"). They then either do not start when the airleader requests a load or start without being requested by the airleader.
The reason is that the compressors have to run fail safe: still produce air if the higher-level control fails, even if it is not optimal in terms of energy. As a result, the airleader's "LOAD" contact must be wired in series with the internal pressure switch and the pressure switch setting selected so that it is always closed during airleader operation. If the pressure switch is now always open due to the pressure setting being too low, the compressor feigns itself "dead" when the airleader load contact closes. The automatic monitoring of the current thresholds reliably detects all cases:
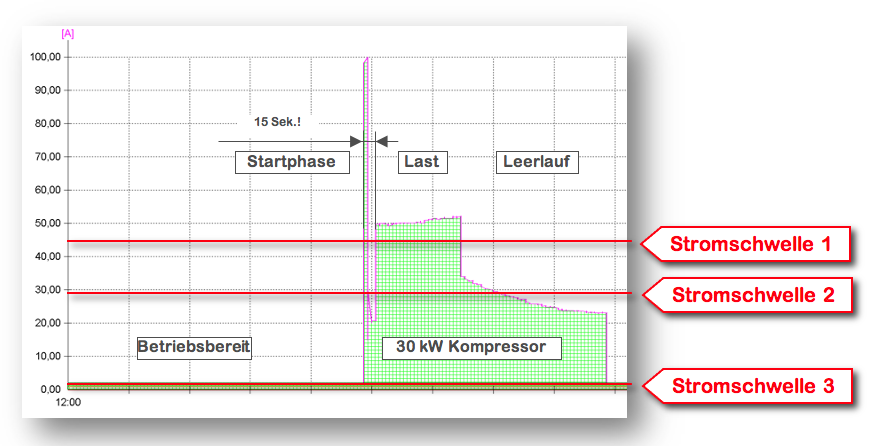
Current threshold 1 (load run alarm value)
This ampere value must at least be reached during load run within an adjustable time (starting phase), otherwise an alarm is triggered. (Intake controller defective, broken belt, compressor turns "dead")
Current threshold 2 (idle alarm value)
This ampere value should not be exceeded within a set time after relieving the load while idling, otherwise an alarm is triggered. (Compressor runs independently on load => check wiring)
Current threshold 3 (standby alarm value)This ampere value corresponds to the “ready for operation” state and should be undercut after a set time has elapsed, otherwise an alarm is triggered. (Compressor runs independently under load => check wiring or "motor running" signal)
Real kW measurement for the energy report
The current or power measurement becomes mandatory if the kW, key figures and cost calculation in the compressor data energy report should automatically adapt to changes (e.g. pressure reduction). Otherwise, calculations are made using fixed values.
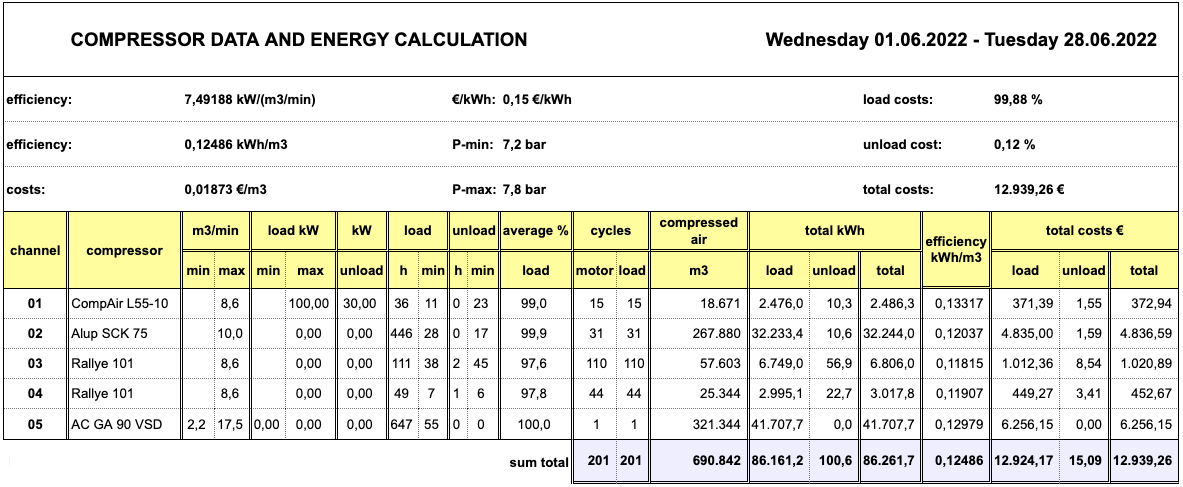
Compressor data and energy report automatically generated by the included airleader visualisation
The 3-phase kW measurement provides a direct 4-20 mA signal for the kW values, the 1-phase ampere measurement is converted to kW using U x I x cos phi x root (3).
WF Steuerungstechnik GmbH
Zeppelinstraße 7-9
75446 Wiernsheim
| Telefon | +49 (0) 7044 911 100 |
| Fax | +49 (0) 7044 5717 |
| info@airleader.de |